 當前位置:
當前位置:
 熱門推薦
熱門推薦











友情鏈接



news
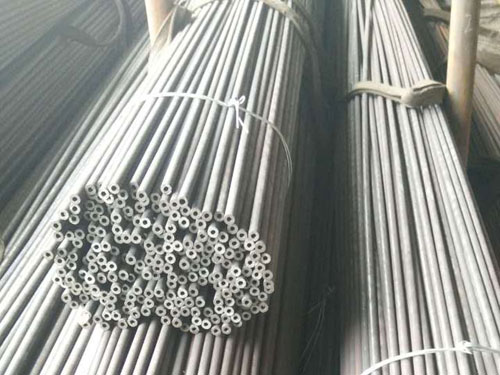
縱縫電焊焊接是在精密無縫鋼管對圓后開展。由于立焊,焊絲熔融造成的熔滴不可以借助自身作用力掉入弧坑,關鍵靠電孤吹力,電磁感應吸引力和金屬材料界面張力,驅使熔滴進到弧坑。因而務必應用短弧電焊焊接,弦長維持在二分之一的焊絲直徑(意指應用低氫型偏堿焊絲來講)。焊絲垂直平分焊接或略斜放,歪斜視角一般不超出15°。從上到下、按段、退焊,按段長短,一般以400mm上下為宜,但如縱縫傾斜度形變很大,為使焊后有很大的反形變,以改進傾斜度,也可適度變大按段長短,不銹鋼管廠采用由精密無縫鋼管焊接正中間按段或不按段從下向上持續焊接。******層電焊焊接更為關鍵,焊縫空隙小的,沿焊接管理中心作平行線運條,焊得薄些;空隙大的,可稍作曲線晃動,以擴寬焊縫,使其表層整平,不然,焊接兩側出現凹形,在電焊焊接第二層時非常容易造成焊瘤;部分空隙過大的,則要先加小電流量在兩邊沿焊縫噴焊,變小其空隙,隨后再焊正中間一道焊肉,以降低殘余應力。但噴焊一部分,維護欠佳,非常容易造成出氣孔。
在電焊焊接剛開始或在電焊焊接時要再次引弧時,焊絲均應在起點焊前邊約10mm處引弧,引弧后,稍微變長電孤,引弧形坑處,鋪滿弧坑,再往前電焊焊接。
之后精密無縫鋼管各層電焊焊接可選用正半月形或折線型運條,但焊至二側都應稍加滯留,以確保有一定的焊道,防止焊瘤。當焊至蓋整體面層前一層時,焊縫正中間要平,不必把二側焊縫邊燒毀,并空出2mm上下的深層,有利于電焊焊接蓋整體面層。因此,在焊接前,就應依據焊縫薄厚和雙層焊的進行,有方案的做出分配。蓋面焊選用反半月形運條,從下向上,持續、勻稱焊接。另外,焊接正中間要稍為高于,邊沿和對接焊縫光潔銜接,使焊接成形整平、美觀大方。




